1. بهینه سازی یکنواختی ضخامت ورق لاستیکی
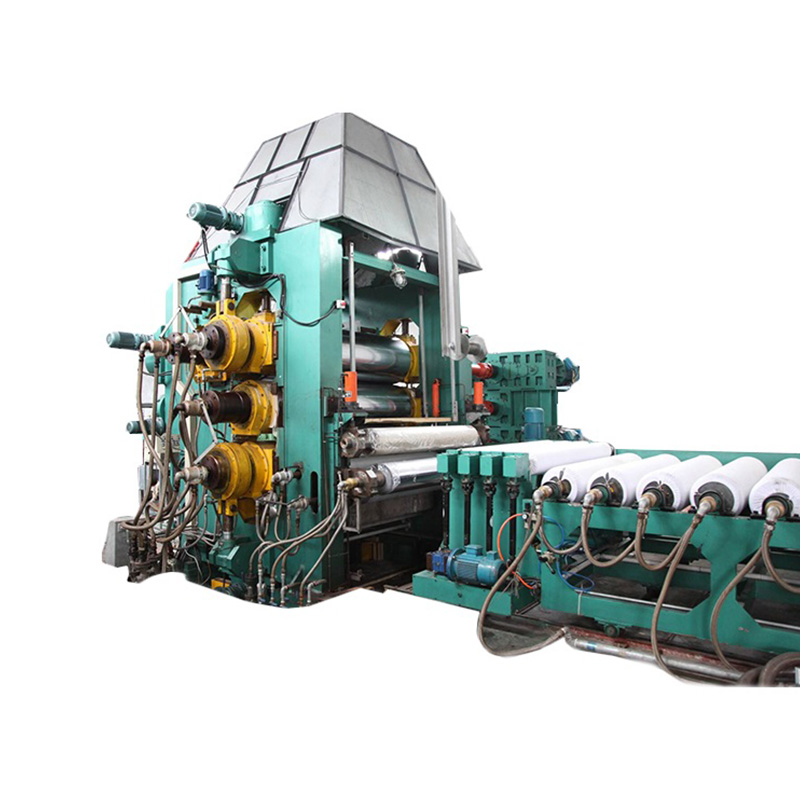
دستگاه های تقویم لاستیکی به طور گسترده برای تولید ورق با ضخامت دقیق استفاده می شود. برای افزایش یکنواختی، اپراتورها باید تنظیم شکاف غلتکی، ویسکوزیته ترکیب لاستیکی و کنترل دما را در نظر بگیرند. گرمایش ناهموار می تواند باعث تغییر ضخامت در امتداد عرض ورق شود، در حالی که فشار ناسازگار غلتک منجر به ضخیم شدن لبه می شود.
استفاده از ضخامت سنج در زمان واقعی می تواند به طور قابل توجهی عیوب را کاهش دهد. برخی از تقویمهای مدرن سیستمهای نظارت بر ضخامت مبتنی بر لیزر را ادغام میکنند که به تنظیم خودکار شکاف غلتکی اجازه میدهد تا ضخامت ورق ثابت را حتی در سرعتهای تولید بالا حفظ کند.
2. درمان سطح غلتکی و اثرات آن بر کیفیت لاستیک
پرداخت سطح غلطک های تقویم به طور مستقیم بر کیفیت ورق لاستیکی تأثیر می گذارد. غلتکهای روکش کروم صیقلی چسبندگی را به حداقل میرسانند و سطح صافتری ایجاد میکنند، در حالی که غلتکهای بافتدار میتوانند الگوهای سطح خاصی ایجاد کنند. تعمیر و نگهداری منظم، از جمله پرداخت و تمیز کردن، از تجمع مواد جلوگیری می کند و کلندری یکنواخت را تضمین می کند.
- غلتک های کروم اندود: کاهش چسبندگی و بهبود براقیت.
- غلتک های بافت دار: برای ورق های طرح دار یا محصولات برجسته استفاده می شود.
- غلتک های با پوشش سرامیکی: مقاومت در برابر سایش را برای ترکیبات لاستیکی با سایش بالا افزایش می دهد.
3. مدیریت دما در Calendering
کنترل دما در کلندری لاستیکی بسیار مهم است زیرا بر ویسکوزیته و جریان ورق تأثیر می گذارد. ترکیبات لاستیکی معمولاً به دمای غلتکی بین 60 تا 120 درجه سانتیگراد نیاز دارند. گرمای بیش از حد می تواند زنجیره های پلیمری را تخریب کند، در حالی که دمای ناکافی منجر به جریان ضعیف و ورق های غیر یکنواخت می شود.
تقویم های مدرن از مناطق گرمایش جداگانه برای هر غلتک و ترموکوپل های یکپارچه برای نظارت دقیق استفاده می کنند. برخی از سیستم ها همچنین از حلقه های بازخورد خودکار برای حفظ دمای بهینه حتی زمانی که سرعت تولید تغییر می کند، استفاده می کنند.
4. تنظیمات تقویم چند غلتکی
دستگاه های تقویم لاستیکی بسته به کاربرد می تواند دو، سه یا چهار غلتک داشته باشد. هر پیکربندی هدف متفاوتی را دنبال می کند:
| نوع غلتک | تابع | برنامه |
| دو غلتکی | شکل دهی پایه ورق | ورق های لاستیکی استاندارد |
| سه غلتکی | کنترل بهتر ضخامت و مدیریت تنش | ورق های با دقت بالا برای لاستیک ها یا تسمه ها |
| چهار غلتکی | لمینت های کششی و چند لایه پیشرفته | ورق های چند لایه، محصولات لاستیکی تخصصی |
5. عیب یابی عیب های رایج
لاستیک کلندری می تواند عیوبی مانند رگه ها، حباب ها و ضخیم شدن لبه ها را نشان دهد. درک علل اصلی برای حفظ کیفیت ضروری است.
- رگه ها: اغلب در اثر آلودگی یا سطوح ناهموار غلتکی ایجاد می شود.
- حباب: ممکن است از هوای به دام افتاده در ترکیب یا سرعت بیش از حد غلتک ناشی شود.
- ضخیم شدن لبه: ناشی از شکاف غلط غلتکی یا کشش ناهموار در طول تغذیه.
بازرسی معمول، تمیز کردن، و تنظیم پارامترهای غلتک می تواند این مسائل را کاهش دهد. پیادهسازی سیستمهای مانیتورینگ درون خطی، تشخیص عیب را قبل از رسیدن ورقها به فرآیندهای پایین دستی بیشتر میکند.